
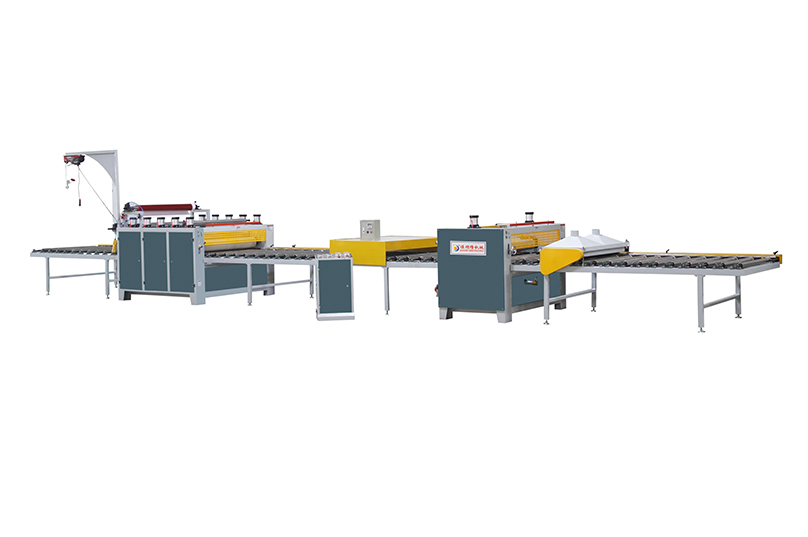
PUR木板贴面机厂家之安装调整的注意事项
一、电气控制贴面机在开机时,先将电柜内的总电源开关及控制电源开关打开。拨动马达开关,主机变频器通电后,按下启动按钮,主电机即可进入调速运转状态,此时通过调节变频器控制面板上的按钮就可以调整机器转速以达到满意状态了。接下来打开风机按钮用以控制底纸在到达前规前的平稳运行。当机器的其它一切准备工作就绪后,将“胶泵”按钮旋至“自动”位置。打开“压合机”旋钮,然后进行压合机的调速工作。
二、设备安装
打开包装后,应仔细检查整机是否完整无损,随机文件及随机工具是否齐全。根据机器重量安排放置地点,如果重量较轻直接放置在水泥地面上即可。平稳地摆放好机器后,应使用水平仪将机器的水平调整到zui佳位置,以便为今后的生产顺利打下基础。
三、状态调整
贴面机工作状态的调节十分重要,它能使我们的设备在运行前达到一个zui佳状态,为之后的顺利生产打下良好的基础。我们要将表纸和底纸分别装上纸架,并进行表纸与底纸的宽度调节,要求纸张居中。装纸时要注意纸张的纹路与滚筒垂直。接下来要调整胶水厚度,胶水涂抹量对裱纸的影响较大,一般要视纸张的吸水量而定。吸水量大的纸张,需要的胶水量多,反之则少。胶水过多则容易表纸带胶,胶水过少则粘合不牢。另外底纸与表纸位置调整。底纸要以表纸的咬口和拉规为准,确定位置,不能超过。
PUR木板贴面机厂家之起皱故障的原因
(一)斜向皱折
薄膜拉力大、调整辊位不当,造成薄膜本身松紧不一致,传膜不均,有规律地向松的一边皱叠。解决措施:放松薄膜拉力,调整裱纸机舒展辊或暂时换薄膜。
(二)温度过高
贴面机加热时温度过高,薄膜变形出皱。解决方法很简单,就是降低温度。
(三)传送不畅
机器传导辊运转不佳或表面有脏物造成膜不能伸展和正常运行。解决措施:传导辊轴承应按时加润滑油和保持干净无异物。
(四)辊筒高温
辊筒温度过高薄膜受热膨胀也会导致起皱问题,所以要降低辊筒温度。

